联系方式
陈经理
电话:18913275089
移动电话:18913275089
传真:0512-82175758
邮箱:goanwin@163.com
地址:昆山市城北大道
网站:www.szchongchuang.com






| 来源: 浏览次数:1260 发表时间:2015-02-28 |
|
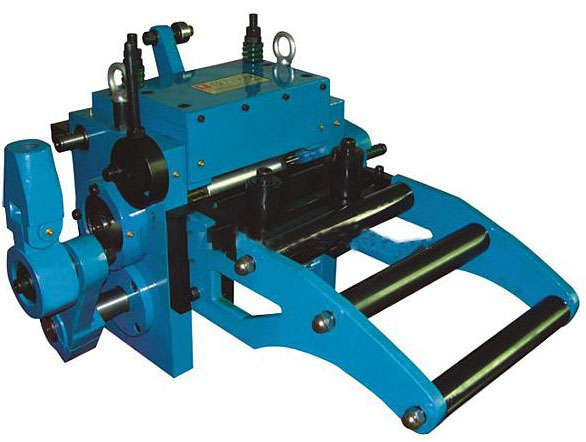
在正常情况下,一次冲床调整下加工出一批零件,调整误差对每一零件的尺寸精度的影响程度是不变的,但由于刀具、砂轮磨损后的小调整或更换刀具的重新调整,不可能使每次调整所得到的位置完全相同。因此,对全部加工零件来说,调整误差也属于偶然性质的误差,有一定的分布范围。 在一次调整下加工出来的零件可画成尺寸分布曲线,每次冲床调整改变时,分布曲线的中心将发生偏移。冲床调整误差可理解为分布曲线中心的最大可能偏移量。 刀具或砂轮位置经准确调整后,在加工过程中由于刀具或砂轮的磨损,会使零件尺寸逐渐超出公差而需要重新调整。为了使每次调整加工的零件数目尽可能多,开始加工零件尺寸应接近工作量规的不过端(公差下限);为了避免产生不可修复废品,常将尺寸调整在接近工作量规过端的一边。 |
| 上一条:精密冲床环保工作两不误 |
| 下一条:使用数控冲床的2大外在要求 |